〠Abstract 】 The causes of hot cracks in KF60 self-turning bolsters were analyzed, and the technical solutions were formulated in the aspects of product smelting, modeling and pouring. These measures have been implemented in the production of bolsters. substantial improvement. KF60 bolster is an important spare part for self-turning of metallurgical mine production and transportation equipment. The working conditions of the load-carrying part of the vehicle are very harsh. The structure is complicated and the technical requirements are strict. For some time, when the bolster product was produced by our factory, some castings were intermittently cracked and casting defects, and some products were seriously cracked. Retirement, some products in accordance with technical standards, although not reached the level of scrapping, welding repair and heat treatment after installation, but the human, material, energy will cause a certain degree of waste, and endanger the safe transportation of the mine production. In this regard, we have chosen to eliminate the broach crack defects as a research topic. After a period of research, we have summarized the technological measures to solve the broach crack defects, and ensure the steady improvement of the bolster quality. I. Introduction of KF60 self-turning bolster products and processes KF60 self-turning bolster is made of ZG230-450, its chemical composition requirement is wC = 0. 20% ~ 0. 30%, wSi = 0. 20% ~ 0. 50%, wMn = 0. 50% ~ 0. 80 % , wP ≤0. 04 % , wS ≤0. 04 % , wCu ≤0. 30 %, weight 500kg, its profile size is 2285mm × 490mm × 430 mm, the main wall thickness is 16mm, belonging to the frame structure The box profile has a large profile and a thin wall, and quality defects are easily generated during the casting process. The casting method is a manual sample, a water glass silica sand molding, a core molding, and a parting surface as shown in the drawing. Most of the castings are placed in the lower box. The wall of the core plate is the thickest, 28mm, and needs to be machined, so two 180mm risers are set. The pouring system is composed of a sprue, a sprue, and an inner runner, and the inner runner is disposed on the parting surface, and the sand type cavity is introduced from both ends of the bolster along the two side walls. It is smelted by 5t alkaline arc furnace oxidation method. Each furnace is smelted with 8t of molten steel. A total of 16 castings are cast. The tapping temperature is 1620 °C, the pouring temperature is 1550 °C, and the box is punched 2 hours after pouring. Chemical composition Sulfur has the greatest effect on thermal cracking. The higher the sulfur content, the lower the temperature at which the casting will crack. When most of the molten steel solidifies, the crack is generated in the casting. The position of the crack is the thicker rounded part of the casting. The intersection of the wall and the wall, the wall and the rib is formed by the heat accumulation of the molten steel, and the solidification is the latest, between the dendrites. There is a residual sulfur-rich liquid film with low strength and poor plasticity, and the solidification shrinkage is blocked to cause cracking. The state of sulfide shrinkage precipitation can be divided into three categories: the first type is spherical sulfide: the second type is grain boundary eutectic sulfide: the third type is polygonal sulfide. There are many types of sulfides on the surface of the castings, and most of the cracks occur at the stress concentration of the grain boundary eutectic sulfide on the surface of the casting, so the internal control wS ≤0. 025 %. Next page Solar Lights,Outdoor Solar Light Strip,Strips Solar Light,Led Solar Light Shenzhen Huangtai Photoelectric Co.,Ltd. , https://www.huangtailed.com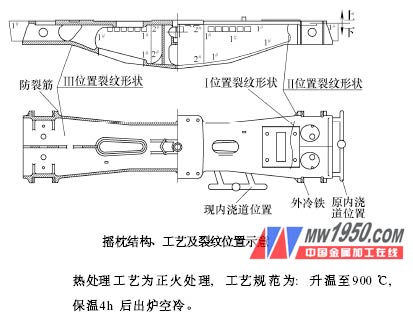
Second, the cause of the occurrence of hot cracks
The cracks generated at the I and II positions were observed after the bolster was punched, and the cracks generated at the position III were inspected after machining. The crack is often curved, and the fracture has an oxidized color, indicating that it is a hot crack. The crack positions of I, II, and III are shown in the attached drawing. At present, there are mainly liquid film theory and strength theory about the mechanism of thermal crack formation. The liquid film theory believes that when the casting solidifies to the vicinity of the solidus line, there is a small amount of unsolidified liquid around the crystal, which constitutes a film. The initial thickness is thicker, the temperature is closer to the solidus line, and the thinner the liquid film, when the casting is completely solidified. At the time, the liquid film disappears. If the alloy contains more low-melting compounds, such as sulfur and phosphorus in steel, the actual solid phase line will move down, the solidification temperature range will be expanded, and the shrinkage during solidification will be increased accordingly. At the end of crystallization, when the shrinkage of the casting is hindered for some reason, stress will be generated in the crystal and intercrystalline liquid film. At this time, the crystal and the intercrystalline liquid film will be stretched under the action of stress, and when the stress is sufficiently large, the liquid film will be cracked to form intergranular cracks.
According to the strength theory, the elongation of the alloy is extremely low in the temperature range below the solid phase line, and the metal is brittle fracture. This temperature range is called the “brittle temperature rangeâ€. Thermal cracking is formed in the brittle zone. The larger the brittle zone, the longer the metal is in the low plastic zone and the more easily the hot crack is formed. If the casting is free to shrink when solidified, it is not subject to external and internal resistance, even if the alloy exhibits lower strength and plasticity when solidified, it does not form hot cracks. In fact, due to the different shapes of the castings, the solidification is often subjected to various resistances such as the mold, the sand core, the structure of the casting itself, and the casting system, causing stress inside the casting. If the stress exceeds the strength of the metal at high temperatures, thermal cracking occurs. . In summary, we analyze the causes of brooch cracks in the following aspects.