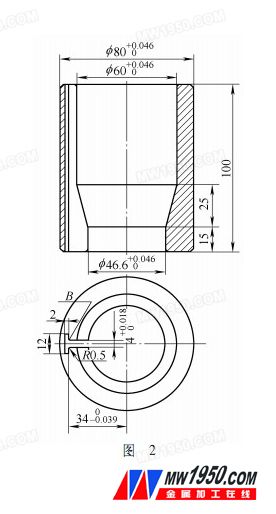
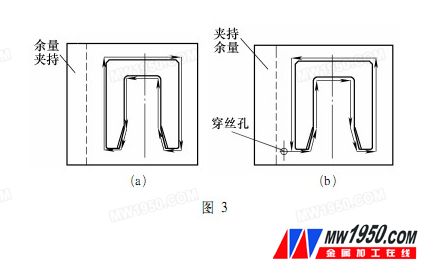
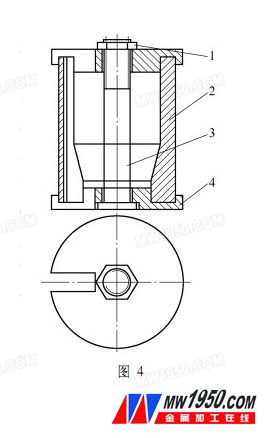
Wire EDM is generally suitable for machining complex shapes, precision and small carbide or quenched steel cold dies and precision small or ultra-small product parts. It is a processing method that is different from conventional machining. Due to the internal stress of the material, the deformation of the workpiece often occurs during processing, which causes the trajectory of the wire to be inconsistent with the parts, resulting in the scrapping of the parts. For example, when our factory is processing the card shown in Figure 1, the angular dimension of the opening is often caused by the oblique side of the workpiece A deformation surface, as shown by the dotted line in Figure 1. In the case of processing the grooves in the cavity shown in Fig. 2, broken wires often appear on the surface of the workpiece B. Therefore, reasonable processing techniques, active processing methods, and accumulation of experience are very important. To this end, we summarized some methods for improving the machining accuracy of workpieces in online cutting operations for the above two cases, for your reference. In view of the above-mentioned two kinds of workpiece processing, after analysis and demonstration, the blank material is mechanically roughened, quenched and tempered, and the internal residual stress of the material will increase significantly. The surface layer, the middle and the core have different stress distributions and are relatively balanced. When the workpiece is in the cutting process, with the movement of the cutting trajectory, the residual stress energy is continuously transformed into plastic work, which causes the workpiece to be deformed, so that the trajectory of the workpiece and the wire moving is inconsistent, resulting in the size of Figure 1 Difference and the wire phenomenon in Figure 2. For this reason, we refer to the relevant information, and take the following measures for the easy deformation of the open parts during the online cutting process, and produce qualified products. The processing technology is: blanking→forging→annealing→mechanical roughing (removing most of the remaining material)→tempering→grinding→line cutting forming. For the part shown in Fig. 1, the cutting route is determined based on analysis and prediction of deformation of the workpiece. When the workpiece is cut on the whole blank, the corners of the blank are greatly deformed (especially hardened steel and cemented carbide). Therefore, if the workpiece is deformed as shown in Fig. 3a, the A surface is formed into a slope to cause an angular dimension at the opening. Very bad. If the cutting path of the threading hole is made according to Fig. 3b, the rigidity of the workpiece can be kept from being deformed during most of the cutting time. For the inner cavity shown in Figure 2, it can be divided into two parts. The first time is tightened on both sides with a circular taper with a small taper to limit the deformation of the inner cavity by pre-processing with the wire cutting itself (see Figure 4). It can avoid the pinch of molybdenum wire and release residual stress in advance, reducing and avoiding the danger of residual stress. After the aging treatment, a second finishing cut can be performed. Through the test, after using the above method, both workpieces have achieved satisfactory processing results. The following measures should be taken before wire cutting to eliminate the factors that affect the machining accuracy: (1) For the heat-treated workpiece, the surface of the heat treatment liquid and the oxide film should be cleaned at the threading hole. (2) Always check the guide wheel V-groove for wear. After the long-term reciprocating wire guide V-shaped groove wears, the molybdenum wire will be displaced and shaken, which will affect the accuracy, and the molybdenum wire will be easily broken. Therefore, once the guide wheel is found to be worn, it must be replaced at any time. (3) After the wire-drawing system is used for a period of time, the molybdenum wire will gradually relax due to elastic fatigue, affecting the processing stability, causing short-circuit and jitter, so it should be tensioned once or re-winded in time. Under the conditions of the tensile strength of molybdenum wire, the tension should be as large as possible, which is beneficial to the stability of the processing. Through the above measures, the deformation and scrapping of the workpiece due to internal stress are solved, and the processed parts meet the design and use requirements, and have reference value for the wire cutting processing of similar workpieces. Stainless Steel Clamp,Stainless Steel Hose Clamp,Heavy Duty Hose Clamps,Adjustable Metal Ring Clamp Taizhou Fengye Metal Products Co., Ltd. , https://www.fyhandware.com Cause analysis

2. Solution
3. Measures
4. Conclusion