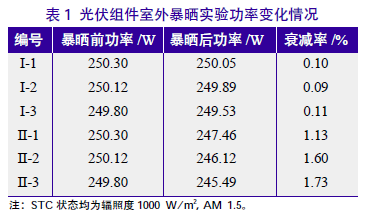
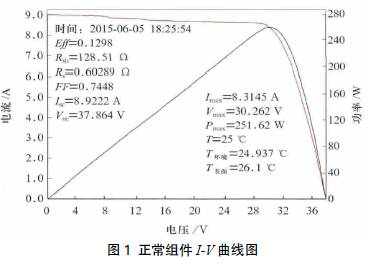
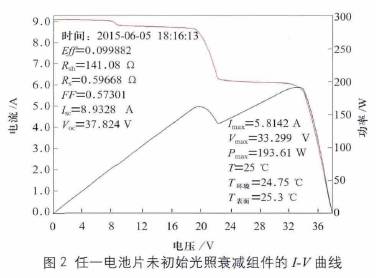
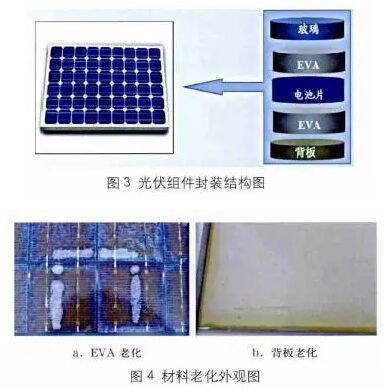
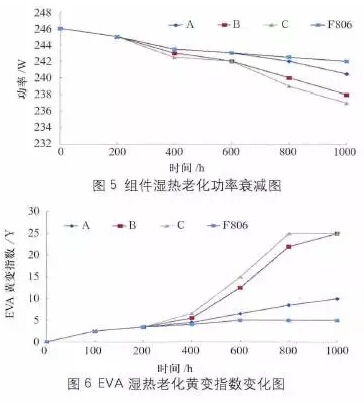
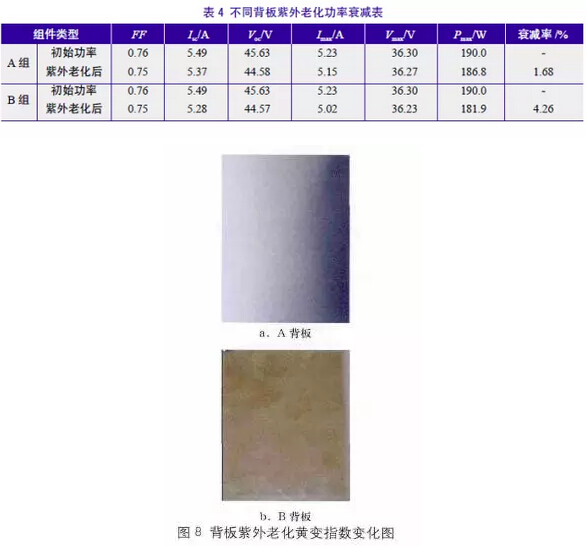
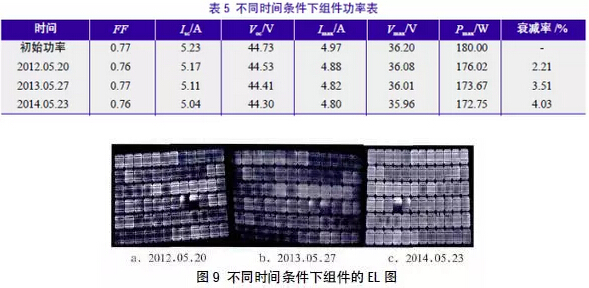
Huang Shengjuan 1,2, Tang Rong 2, Tang Lijun 1 (1. School of Physics and Electronic Science, Changsha University of Science and Technology; 2. Hunan Red Sun New Energy Technology Co., Ltd.) Photovoltaic modules are the key components of solar power generation. Photovoltaic module power attenuation refers to the fact that the output power of the modules continues to decrease as the illumination time increases [1]. The power attenuation of a component is directly related to the power generation efficiency of the component. There is still a certain gap between the power attenuation of domestic components and the best components in foreign countries. Therefore, it is necessary to study the power attenuation of components. Component power attenuation includes initial photo-attenuation of components, component aging degradation, and component power degradation due to external environmental or destructive factors [2]. Power attenuation caused by the external environment is mainly caused by the improper operation of the photovoltaic power station, which can be improved or avoided by strengthening the maintenance of the photovoltaic power plant; the power attenuation of the components caused by the destructive factors is due to the obvious quality problems of the components, during the production of components and the installation of the power station. Strict inspection and control of quality can reduce such power attenuation. This article mainly studies the initial photo-induced attenuation of the module and the decay of the material aging. 1 Element Initial Photo-induced Attenuation Analysis 1.1 Element Initial Photoinduced Attenuation Principle Analysis The initial photo-induced attenuation (LID) of a module refers to the fact that the output power of the photovoltaic module drops dramatically after a few days of use, and then stabilizes. It is generally believed that the attenuation mechanism is caused by boron-oxygen recombination, that is, the photovoltaic module made of a p-type (boron-doped) crystalline silicon wafer undergoes light irradiation, and the boron and oxygen in the silicon wafer generate a complex, thereby reducing the lifetime of the minority carrier. Under light or injected current conditions, the more boron and oxygen are incorporated into the silicon wafer, the more complexes are formed, the lower the minority carrier lifetime, and the greater the power attenuation of the module [3]. 1.2 Experimental Analysis of Elemental Photo-induced Attenuation In this study, comparative experiments were used. In the case where the conditions of the backplane, EVA, glass, and packaging processes were completely the same, two groups of cells (one set with initial illumination and the other without initial illumination) were used to number them separately. For I and II. At the same time, all the components produced have been fully inspected and electroluminescent (EL) tested to ensure that the quality is completely normal. The conditions of the experimental process were ensured to be completely consistent. The same solar simulator was used to measure the IV curve of photovoltaic modules. Three groups of I and II PV modules were respectively tested to record their power output values ​​in the STC state. Subsequently, the I and II PV modules were placed in an exposure test at the same location where the irradiation total amount was 60 kWh/m2 (according to IEC 61215's outdoor exposure test requirements), and their power was recorded. The results are shown in Table 1. From Table 1, we can see that the overall power attenuation of Group I PV modules is significantly lower than that of Group II. Therefore, it can be inferred that the initial photo-induced attenuation of the photovoltaic module mainly depends on the initial photo-induced attenuation of the cell. The initial power of the solar cell before the PV module is packaged will significantly reduce the power attenuation of the module. 1.3 The Relationship Between Initial Power Attenuation and Bad IV Curve A piece of normal quality components was randomly selected. The attenuation of all cells in the module was basically the same. The power test was performed. The curve of the IV curve was shown in Figure 1. As can be seen from FIG. 1 , although the output power is decreased, the IV curve is smooth and has no steps, and its infrared image resembles a normal component, that is, no hot spots appear. Take any solar cell in the PV module without initial light attenuation, that is, the attenuation of the battery in the module is inconsistent. For the power test, the IV curve is shown in Figure 2. From the step appearing in the IV curve in Fig. 2, it can be seen that while the overall output power within the module is declining, the entire current of the photovoltaic module is reduced and the output power is reduced due to the cell sheet not attenuated by the initial light. Through experiments, if the internal cell of the photovoltaic module is not attenuated in the same way, current mismatch occurs in the cells connected in series inside the module, and thus the IV curve appears steps. During the quality inspection of component production, statistical analysis was conducted on the problem components of the IV curve of the component, and it was further verified that the initial photo-induced power attenuation of the component was the internal cause of the abnormal IV curve. 1.4 Verification of initial photo-induced attenuation of components In order to ensure the power quality of the components, during the manufacturing process of the components, the components are randomly exposed to the sun and exposed to light until the power of the components is basically stable. The initial photo-induced attenuation values ​​are measured. Table 2 shows the test data. From Table 2, we can see that the photovoltaic modules initially have photo-induced attenuation, but the power attenuation of different batches varies greatly, ranging from 1% to 3.7%. Therefore, it is necessary to improve the initial photo-induced attenuation. From the above analysis, it can be seen that the initial optical decay amplitude of the module mainly depends on the photo-induced attenuation of the battery, and the photo-induced attenuation of the battery is determined by the boron and oxygen content of the silicon wafer. To eliminate the problems caused by the initial power attenuation of the module, a silicon sorter can be used to control the quality of the silicon wafer to ensure that the boron and oxygen content inside the silicon wafer is within the normal range, thereby ensuring the conversion efficiency of the cell sheet; Before, the power of the battery was binned to ensure that the power of the cells was matched, thereby improving the initial optical power attenuation of the module. 2 Material aging causes power attenuation analysis Photovoltaic module packaging structure shown in Figure 3, the main components of the module include the battery, glass, EVA, backplane, etc. [1]. As can be seen from Fig. 3, the degradation of the PV module material can be mainly analyzed from the power attenuation of the cell and the performance degradation of the packaging material. The main factors influencing these two factors are the ultraviolet irradiation and the hygrothermal aging environment, and the glass is against UV and moisture. The performance change of the environment is small [4]. Therefore, the research on aging degradation of component power can mainly be carried out around the aging of EVA and backplane materials. Figure 4 shows the appearance of the material aging after the operation of a certain power station. 2.1 Effect of EVA aging on power attenuation of photovoltaic modules The components are divided into groups A, B, C, and F8064. EVA materials from four different manufacturers are used. The materials and production process of the cells, glass, backplane, solder ribbon, and frame are the same, and each component is produced at the same time. A sample was also produced for testing the yellowing index of the component EVA material. The components produced were subjected to the EL test and IV curve test to determine the quality. The four components and the companion sample were placed in the environmental chamber at the same time for hygrothermal aging. The test conditions were a temperature of 85°C and a humidity of 85%. The component power and the yellowing index of the sample EVA were tested at regular intervals. After a total of 1000 hours, the components were removed. The component test data is shown in FIG. 5, and the yellowing index of the corresponding sample EVA is shown in FIG. 6. As can be seen from Figure 5 and Figure 6, different brands of EVA heat and humidity aging resistance vary widely, of which F806EVA yellow becomes smaller, aging resistance is significantly stronger than other EVA, resulting in a reduction in the power factor of the component. This experimental result is consistent with the aging power attenuation of the components, which indicates that EVA yellowing is an important cause of power degradation caused by aging of the component materials. In order to analyze this quality problem in depth and combine similar yellowing phenomenon of EVA, this paper selects and studies the components of a photovoltaic power plant of a certain research institute and finds that the components of this photovoltaic power plant also have some phenomenon of EVA yellowing, as shown in FIG. 7 . In this power plant, one EVA yellowing component and one EVA non-yellowing component were respectively selected and tested for their power. The data is shown in Table 3. As can be seen from Table 3, the EVA non-yellowing component only attenuated by 2.23% during the operation of the power plant, and the power of the EVA yellowing component attenuated by 5.7%, thus further verifying that EVA yellowing is an important cause of power attenuation of the component. 2.2 Effect of Backsheet Aging on Power Attenuation of Photovoltaic Modules The components are divided into two groups, A and B. They are made of two different manufacturers' backplane materials (A-group backsheet is double-sided fluorine-containing backsheet, B-group is fluorine-free backsheet), cell sheet, glass, and back. Plates, ribbons, frames, and other materials and production process equipment are the same. A sample is also produced for each component to test the UV-resistant yellow index of the back plate. The components produced were subjected to EL test and IV curve test to determine the quality. Before the experiment, the power output values ​​of the two PV modules and the sample module in the STC state were recorded. According to the experimental requirements of IEC 61215-2005, two sets of PV modules were placed in a UV chamber with a temperature controlled within the specified range (60±5°C). The modules were exposed to ultraviolet radiation (15kWh/m 2 ) in the wavelength range of 280-385nm. The ultraviolet radiation with a wavelength of 280-320 nm is not less than 5 kWh/m2[1]. The power of the module was tested with a solar energy tester. The results are shown in Table 4. The yellowing index after ultraviolet aging of the sample backing plate and the sample was also tested. The results are shown in FIG. 8 . From Table 4 and Figure 8, it can be seen that the backsheet of the PV module of the group A contains fluorine on both sides (yellowness index of 2.2) and has strong UV resistance, so its power attenuation is small; and the back panel of the PV module of the group B does not contain fluorine. There is a yellowing phenomenon (yellow change index is 67.4), and the power attenuation is obvious. 2.3 Analysis of Field Aging and Power Attenuation Tracking Test This paper conducts a follow-up test and analysis of a photovoltaic power station in a research institute. A power module with a normal quality is selected for periodic power test. The power attenuation data is shown in Table 5. The EL picture of the component at each time period is shown in Figure 9. The EL picture display component was intact and no quality problems such as cracking occurred. During each test, the dirt and dust on the surface was removed, and the impact of external conditions on the power of the component was eliminated. The test results show that the component power attenuation is caused by the aging of its own material, and the attenuation ratio is close to the unified quality assurance standard defined by the power quality assurance. From the experimental test results and the analysis of the components in a specific power plant, it can be seen that the aging and yellowing of the EVA and the backing material are the main reasons for the power aging degradation of the components. The use of high quality EVA and backplane can effectively reduce the power aging degradation of the components. . 3 conclusions This article focuses on the analysis of the initial power attenuation of the component and the power attenuation of the aging of the material. At the same time, it conducts on-site tracking test analysis of a research station and draws the following conclusions: 1) The initial photo-induced attenuation of photovoltaic modules is mainly due to the different initial photo-induced attenuation of the cells. The boron oxygen content of different batches of silicon wafers is different, resulting in different initial photo-induced attenuation of the cell sheet. Therefore, using a silicon sorter to control the quality of the silicon wafer to ensure that the initial photo-induced attenuation of the solar cell is an effective method for solving the initial photo-induced attenuation of the photovoltaic module. 2) The aging of PV modules depends on the quality of the EVA and the backplane during the encapsulation of PV modules. The use of backsheets and EVA materials with strong hygrothermal aging and UV resistance can ensure the quality of PV modules. references [1] Ma Zhiheng. Analysis of power attenuation of solar cell modules [J]. China Hi-Tech Enterprise, 2012, (17): 32-33. [2] Lin Cunchao. Analysis of quality problems of photovoltaic modules and installation quality control [J]. China Science and Technology Information, 2015, (2): 204-205. [3]ZHANG Guangchun, CHEN Rulong, WEN Jianjun, et al. Early photo-induced attenuation of P-type boron-doped monocrystalline silicon solar cells and modules [A]. Proceedings of the Tenth China Solar Photovoltaic Conference [C], Changzhou, 2008 . [4] Wu Cuigu, Yu Bo, Han Shuai, et al. Analysis and optimization of power attenuation of polysilicon photovoltaic modules[J]. Electric Technology, 2009,(8):113-114. Smart Faucet,Smart Faucet Price,Smart Faucet Product Yuyao Zelin Sanitary Ware Co., Ltd , https://www.zelinshower.com