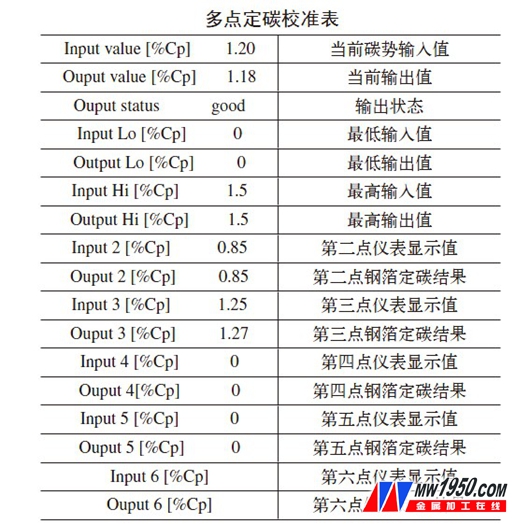
A workshop in our company now has a number of heat treatment equipments such as Ipsen's pusher furnace, Ai Xiulin multi-purpose furnace, circular rotary hearth furnace, secondary limited quenching line, etc., and undertakes the production tasks of the company's heat treatment process. The temperature control of the heat treatment atmosphere furnace and the accuracy and stability of the carbon control system are directly related to the quality of the product. The thermocouple verification and temperature control instrument verification involved in the temperature control system are undertaken by the company's inspection department, and the carbon control system is verified. Taken by the workshop. The following is how to complete the carbon calibration work according to the established procedures, and how to quickly deal with the failure of the carbon control system in the production process. 1. Carbon steps and precautions After the furnace has completed the recovery of the atmosphere in the furnace, it is ready to start carbon fixation. According to the actual situation of our company's product process requirements, the multi-purpose furnace adopts two fixed carbon corrections, and the continuous furnace adopts single-point fixed carbon correction (taking the multi-purpose furnace as an example). (1) The first point of carbon setting target temperature is 850 ° C, the carbon potential is 0.85%, and the carbon potential is stable for about 1 h after the target value is reached. The carbon fixation method adopts the "steel foil determination carbon potential method". The fixed carbon foil currently used by our company is steel foil with a weight of about 100mg and a thickness of 0.02mm; the electronic balance model is FPG1.0, and the measurement range is 95-105mg. 0.01 mg. The technical specifications of this carbonization method are described in JB/T 10312-2011 National Machinery Industry Standard "Steel Foil Determination of Carbon Potential Method". Handling precautions: 1 When holding the foil with tweezers during the carbon fixation process, be careful not to damage the foil. 2 The electronic balance should ensure sufficient warm-up time to ensure the accuracy of the measurement. The balance should be calibrated with a standard weight before use. 3 Roll the fixed carbon steel foil into a cylindrical shape and place it in the spiral at the front end of the carbon rod. Be careful not to be too loose to prevent the steel foil from falling off during operation. 4 Before the carbon is fixed, check the oxygen probe purge cycle. During the carbon fixation period, the oxygen probe cannot be purged. The front end of the flowmeter that is purged by the oxygen probe can be closed to ensure accurate measurement. 5 In order to prevent the carbon foil from being covered by the carbon black when it enters the furnace, and affecting the carbon fixation result, the carbon black accumulated inside the fixed carbon hole can be blown by the furnace pressure when the hand valve of the fixed carbon sample tube is opened. 6 in the carbon fixation process should pay attention to prevent oxidation of the steel foil, the normal foil should be bright, if the blue oxidation color should be redone. The carbon control instrument (European 2604) was subjected to parameter correction based on the carbon determination result. Example: temperature 850 ℃, 0.85% carbon potential set value, the actual value Dingtan 0.9% in Aichelin FOCOS PC program in "Atmosphere calculation" in the input temperature 850 ℃, the carbon potential of 0.85, CO content of 20%, It can be calculated that the oxygen probe has a millivolt value of 1123 mV; under the same conditions, a carbon potential of 0.9% has a millivolt value of 1127 mV and a phase difference of 4 mV. Enter the "LEVEL3" of the 2604 meter access level, find the menu "ZIRCONIAPROBE", use the increase/decrease button to find the sub-menu "options page" to enter, find the parameter "probe offset", use the increase or decrease button to change its value to 4. After the correction, the carbon can be verified again, and the actual carbon value and the instrument display value are within ±0.03%. (2) The second point of carbon setting target temperature 920 ° C, carbon potential 1.25%, repeat the carbon step, according to the carbon determination results in the instrument 2604 menu "INPUT OPERS", use the increase and decrease button to find the submenu "cust lin page ", the parameters of the submenu are shown in the attached table. If the carbon result is 1.27%, then the input to change the third point is 1.25 and the output is 1.27%. Multi-point carbon calibration can be calibrated according to the actual needs of the process. 2. Carbon control failure example (1) Fault phenomenon 1 Sometimes after the carbon adjustment parameters are completed, after a short time after re-examination, it is found that the carbon offset is relatively large. At this time, it is necessary to first check whether there is carbon deposit in the furnace body, after the furnace volume carbon, carbon control The accuracy of the measurement has been lost, and it is almost useless to do a carbon calibration. If there is no carbon deposit in the furnace and the furnace is well sealed, the following steps can be taken to troubleshoot. Step 1: Check the carbon deposit on the probe head. Open the manual purge oxygen probe switch on the MP270 operation panel, adjust the purge gas flow to 200~300L/h, observe the temperature rise of the oxygen probe S and the probe's millivolt value can be quickly lowered, if the millivolt value Within 1min, it can be reduced to below seven or eight hundred millivolts. It can be considered that the probe has no carbon deposit. If it is above 1000, the temperature of the probe head will increase. It can be purged once every 0.5h and after 2 or 3 times. The millivolt value can be reduced to below seven hundred and eight hundred millivolts or less. The lower and lower oxygen millivolts indicate the process by which the charcoal air gradually reaches the top of the oxygen probe. Since the process atmosphere is replenished around the probe head at any time, the oxygen millivolts will not reach zero millivolts. When burning charcoal, be sure to pay close attention to the head temperature of the probe. It is recommended to turn off the purge gas when the temperature of the oxygen probe head reaches 960~980 °C, and then purge after the temperature is lowered. This can effectively extend the oxygen probe. The service life. Step 2: Reference gas flow check. The reference gas flow rate of the marathon oxygen probe used by our company is generally set to 6~10L/h. Unplug the reference gas input pipe of the oxygen probe and insert it into the water cup filled with water to make it suitable for uninterrupted air bubbles. If no bubbles are emerging, check the tightness of the reference gas line. If the reference gas flow is too large, the service life of the oxygen probe will be shortened, and even the internal insulation will be destroyed. If the flow rate is too small, it will be detrimental to the normal operation of the oxygen probe, so that the detected carbon potential is lower than the actual carbon potential in the furnace. In a stable atmosphere, when we adjust the reference gas flow and find that the increase in flow has not affected the measured value, we find a suitable reference gas flow. The third step: Continental 2604 meter input module check. The oxygen probe measurement data, including the oxygen potential value and the S-couple temperature measurement voltage value, is first sent to the 2604 meter 6-channel dual-probe input module “dual probeâ€, where 6A/6D and 6C/6D are oxygen potential millivolts respectively. The input terminal of the value and the input terminal of the S evenly measure the oxygen output of the probe with a digital multimeter. In the "level 3" level of the 2604 meter, use the page change button to find the "MODULE IO" menu, with the increase or decrease button. found submenu "module 6A Page" press OK to enter the parameters to find "module 6A Va l", to see if it coincides with the measured value multimeter, both if the deviation is greater than 10mV, not conducive Dingtan correction, then replace the module. Step 4: Leak check. Turn off the reference gas for 30s and observe if the probe's millivolt drop is more than 5mV. If it is exceeded, the probe may be broken and the probe needs to be replaced. Step 5: Check the internal resistance of the oxygen probe. The oxygen probe internal resistance test is generally tested at 850 ° C and a stable atmosphere with a carbon potential of 0.85%. First, the parameter of the 6A module of the 2604 meter "Module 6A Val" is read out of the probe output millivolt value E0, and then the resistance of the 10kΩ resistor is crossed. Connected to the 6A/6D terminal of the meter, and then read the current withstand voltage Es of the current 10kΩ resistor. If E0/Es is greater than 6, the internal resistance of the probe is greater than 50kΩ. The internal resistance of the probe is preferably detected once a month. Generally, the internal resistance of the new probe is not more than 1kΩ. The internal resistance value will become higher and higher with the use of time. Once it exceeds 20kΩ, the probe should be strengthened. Monitoring, periodically correcting it by carbon fixation. (2) Fault phenomenon 2 The monitoring and recording of the operating parameters of the host computer is normal, but the carburizing layer of the parts is not deep enough. Reason analysis: Our company's heat treatment process adopts a nitrogen to methanol flow ratio of 1.1:1, and the CO content value is set to 20%. If the operator does not have enough methanol or nitrogen flow inspection during the product carburizing process, it will cause both. The imbalance of the ratio causes the CO content to deviate by 20%, which causes the meter to calculate the carbon potential value. If the nitrogen flow rate is normal and the methanol flow rate is low, the CO value is too small, and the meter calculates according to the established 20%, resulting in the calculated carbon potential value being higher than the actual value; otherwise, if the methanol flow rate is greater than the original set value and the CO content is high, then The calculated carbon potential of the meter is lower than the actual carbon potential. Because the flow ratio of nitrogen to methanol does not meet the requirements, the deviation of the carbon potential is not reflected in the recording curve of the upper computer. Therefore, the operator regularly adjusts the process parameters to play an extremely important role in ensuring product quality. (3) Fault phenomenon 3 The carbon in the furnace causes the carbon control system to fail. Analysis of the cause: During the production process, it is often found that after the acetone solenoid valve is de-energized, the spool is not closed, and some flow is still injected into the furnace. In the process of adjusting the carbon control system, there is a phenomenon that acetone air is simultaneously introduced into the furnace body. Although the carbon potential curve seems normal, since the oxygen potential measurement is a point measurement, the carbon potential in the furnace cannot be accurately reflected, and the actual carbon potential It is higher than the displayed value, causing the carbides of the parts to exceed the standard, causing problems in product quality. When it is too serious, a large amount of carbon deposits inside the furnace body causes the carbon control system to lose the accuracy of measurement. To solve the failure of the acetone solenoid valve spool, first, the operator strengthens the inspection, finds problems and repairs in time; secondly, the equipment is properly modified, and the reliability of the control is enhanced by connecting two solenoid valves in series. (4) Fault phenomenon 4 The multi-purpose furnace 2604 meter displays the carbon potential Sbr. On examination, found that even open probe S, S even temperature probe for calculating the measured values ​​of the carbon potential, the instrument 2604 into the "config" level, password pin 4, after entry, with the page key to find the "ZIRCONIA PROBE" menu, Use the increase/decrease button to find the submenu “Wiring pageâ€, press the “confirm†button to enter. There are two parameters in the submenu parameters, one is mv Src, and its value is 04948: Mod6A.Val indicates the source of the probe millivolt value. The value is measured in module 6A; the other parameter Temp Src, whose value is 05044: Mod6C.Val indicates that it is derived from the measured value of module 6C. After the probe S is open, the value of 05044 shows the open circuit value, and the carbon potential cannot be calculated. Therefore, the meter displays the carbon potential Sbr open circuit. At this time, the carbon potential can be changed by changing the parameter Temp Src to 05108, that is, the back chamber temperature measurement value PVIn.Val. According to the calculation, there is a position measurement deviation due to the measured value of the oxygen probe S and the measured value of the back chamber temperature. Therefore, after the parameter is changed, the carbon calibration needs to be performed again. If the probe is replaced only because the probe S is damaged, it will undoubtedly increase the cost of spare parts and cause damage to the company's interests. 3. Maintenance of the carbon control system (1) Regular carbon burning is undoubtedly beneficial to the carbon control system of the equipment. On the one hand, the accuracy of the carbon control measurement is improved, and on the other hand, the service life of the oxygen probe and the equipment is prolonged. (2) Regularly or timely carbon calibration of the carbon control system to ensure the accuracy of the carbon control system and provide guarantee for product quality. (3) Replace the oxygen probe strictly in accordance with the operating procedures to avoid irreparable damage to the probe due to human reasons. (4) The operator should inspect and adjust the relevant process parameters according to the process requirements, such as reference gas, purge gas, methanol, nitrogen and acetone to ensure the normal operation of the carbon control system. (5) The equipment management personnel regularly test the internal resistance of the probe, check whether the display value of the instrument input module is accurate, etc., and perform preventive maintenance work on the carbon control system. Chloromethane also called Methyl Chloride. It was once widely used as a refrigerant. It is a colorless extremely flammable gas with a mildly sweet odor. Due to concerns about its toxicity, it is no longer present in consumer products. Chloromethane was a widely used refrigerant, but its use has been discontinued due to its toxicity and flammability. Chloromethane was also once used for producing lead-based gasoline additives. The most important use of chloromethane today is as a chemical intermediate in the production of silicone polymers. Smaller quantities are used as a solvent in the manufacture of butyl rubber and in petroleum refining. Chloromethane Methane Chloride Chloromethane,99.99% Chloromethane CH3CL,Chemical Chloromethane ZHEJIANG ZHONGLAN REFRIGERATION TECHNOLOGY CO.,LTD , http://www.uiszl.com